有关焊料与助焊剂的选用,焊点形状的控制方法,焊料与助焊剂都是焊接中不可缺少的材料,合理选用焊料和助焊剂,才能确保焊接质量,焊点形状的控制,焊点形状关系到焊接的质量。
焊料与助焊剂的选用方法
焊料与助焊剂都是焊接中不可缺少的材料,合理选用焊料和助焊剂,是确保焊接质量的重要环节。
1、焊料的选用
焊料的作用是将被焊接的导线或其他金属件牢固地连接在一起。
焊料是一种导电性良好的低熔点合金,经电烙铁加热后很容易成为液态,附着在被焊接的金属物体上并填满其周围隙缝,冷却后即恢复固态,保证了接点的长期牢固和导电良好。
焊料有锡铅焊料、银焊料、铜焊料等种类,锡铅焊料在一般电工作业中应用较多。
焊料可加工成条状、块状或丝状等。焊锡丝,特别是内心灌装有松香粉末(助焊剂)的松香心焊锡丝,由于熔点较低、使用方便,是焊接中的首选焊料。
2、助焊剂的选用
助焊剂的作用是改善焊接性能、增强焊接牢固度。助焊剂能够去除金属表面的氧化物并防止其继续氧化,增强焊料与金属表面的活性从而增加浸润能力和附着力。助焊剂有强酸性焊剂、弱酸性焊剂、中性焊剂等种类。电工常用助焊剂有松香、松香溶液、焊膏焊油等,其适用范围如表4-1所示,可根据不同的焊接对象合理选用。焊膏焊油等具有一定的腐蚀性,不可用于焊接电子元器件和电路板,焊接完毕应将焊接处残留的焊膏焊油等擦拭干净。
元器件引脚镀锡时应选用松香作助焊剂。印制电路板上已涂有松香溶液的,元器件焊入时不必再用助焊剂。
焊点形状的控制
焊点形状关系到焊接的质量,因此焊接过程中必须方法得当、焊点合格。要焊接出合格的焊点,重点是掌握以下技巧。
1、蘸锡量恰当
焊接时,电烙铁头部蘸锡量要恰当,每次以满足一个焊点的焊接需要为准,不可太少,也不可太多,如图4-88所示。蘸锡量太少将不能一次覆盖焊点,影响焊接牢固度。蘸锡量太多将造成焊点粗大甚至与旁边的电路搭锡短路,还可能在移动电烙铁过程中焊锡下滴造成其他部位短路。

图4-88
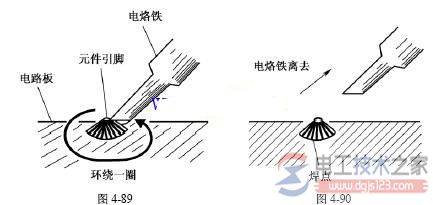
2、焊接方法得当
焊接中,每焊接一个焊点时,将蘸了锡的电烙铁头部沿元器件引脚环绕一周,如图4-89所示,使焊锡与元器件引脚和铜箔线条充分接触。电烙铁头部在焊点处再稍停留一下后离开,即可焊出一个光滑牢固的焊点,如图4-90所示。如果电烙铁头部在焊点停留的时间过短,焊不牢固,而且由于助焊剂未能充分挥发,会形成虚焊。如果电烙铁头部在焊点停留的时间过长,则可能使焊锡流散,还会烫坏元器件或烫坏电路板造成电路板上铜箔线条脱落。
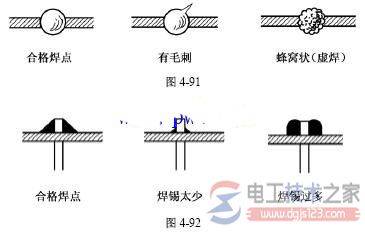
3、对焊点形状的要求
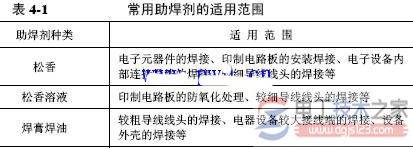
标准的合格焊点应圆而光滑、无毛刺,如图4-91所示。有毛刺的焊点易产生放电干扰,特别是在电压较高、焊点间距较小的情况下。像豆腐渣一样的蜂窝状焊点则是虚焊现象。焊接每个焊点时的用锡量也要掌握适当,如图4-92所示,过少过多都不能保证焊接质量。